








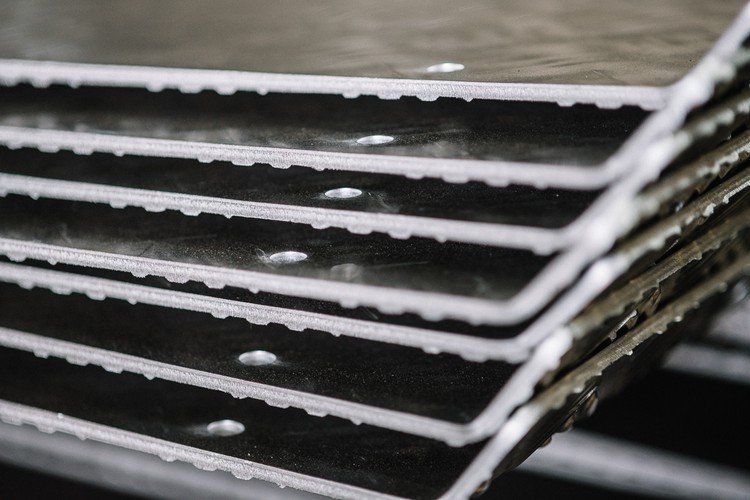
Sheet metal part CNC bending, folding
EMJ Metals provide sheet metal bending and folding services, using electrical, hydraulic CNC bending machines - presses. The maximum bending part capacity of our bending machines, is up to 8000 mm length and 20 mm thickness with 1000 T force in length of all part. The complexity of the bending parts and also technical fabrication options can be determined by checking drawings of the parts. Our experts will always be happy to help you with solutions. From a constructive point of view, bend is better and more stable joint, than welding joint, as well as less expensive.
- As a subcontractor for sheet metal cutting and bending services, we have extensive experience in supplying prefabricated metal parts throughout Europe.
- Please send us your manufacturing request today!
Our CNC metal bending press brakes
The largest equipment with a maximum part bending length of 8000 mm. Its bending power to the maximum length of the part – 1000 T.
| MANUFACTURER | BENDING PARTS MAX., LENGTH MM | BENDING CAPACITY, TO A MAXIMUM LENGTH, T | NOTICE |
|---|---|---|---|
| ALIKO | 8000 | 1000 | |
| ALIKO | 7000 | 1000 | |
| ALIKO | 4200 | 400 | |
| ALIKO | 4200 | 400 | |
| ALIKO | 4200 | 400 | |
| ALIKO | 4200 | 320 | |
| ALIKO | 4200 | 320 | |
| SCHIAVI | 4200 | 320 | |
| COASTONE | 2020 | 75 | |
| COASTONE | 1600 | 50 | |
| COASTONE | 1600 | 48 | |
| COASTONE | 1600 | 48 |

Talk to us today!
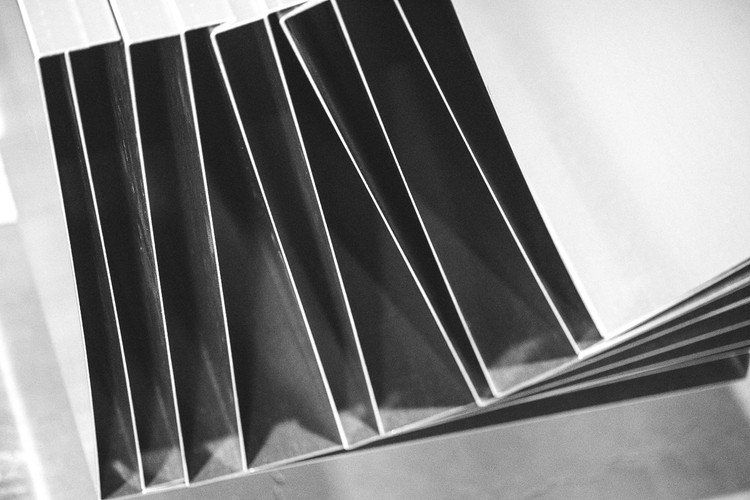
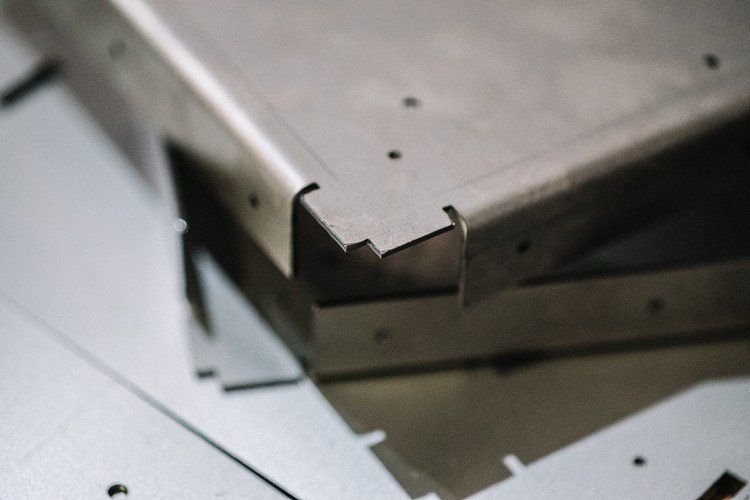
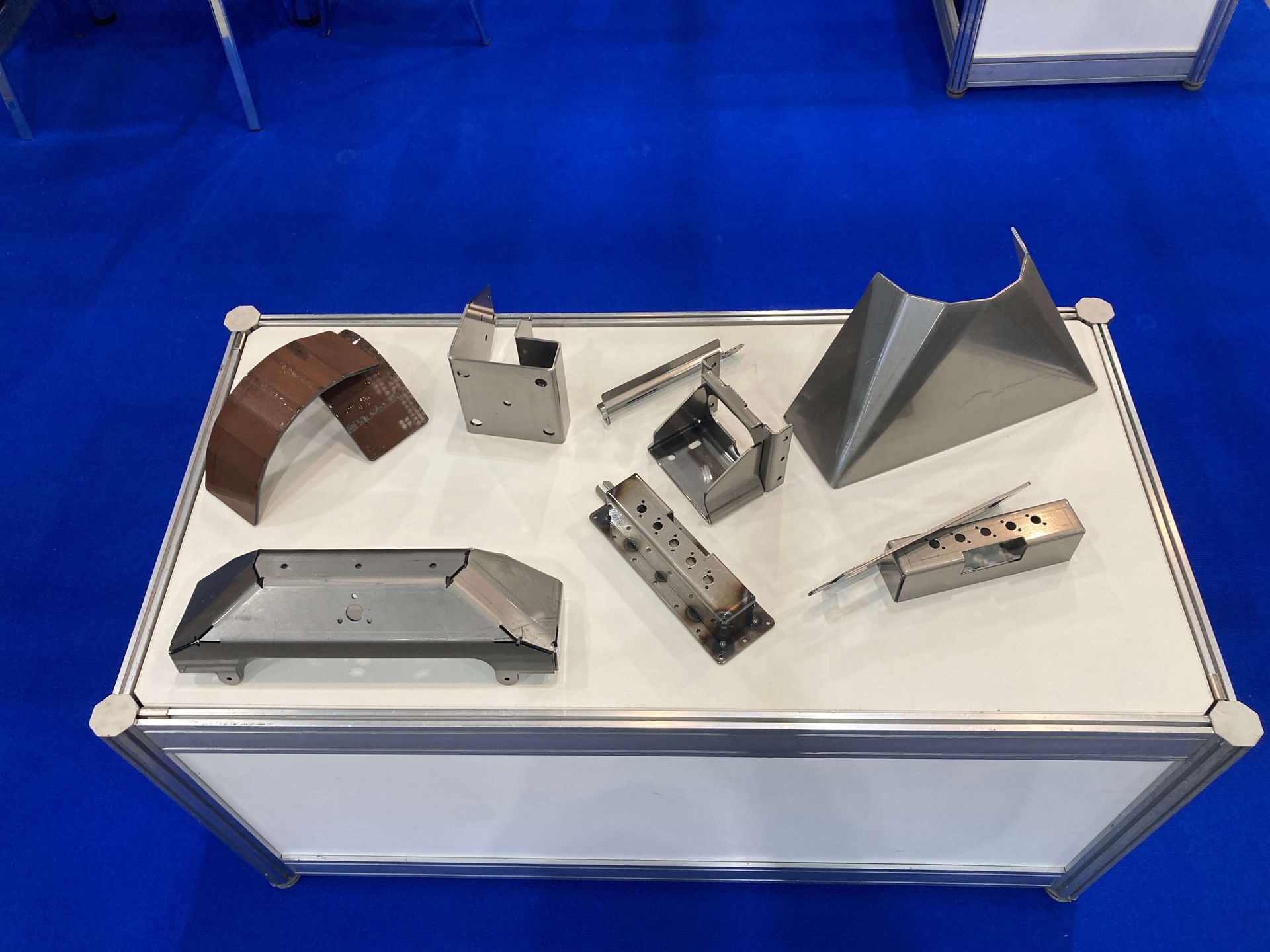
Our bending experience






Metal laser cutting
Our CNC laser cutting machines can produce parts up to 8150x2600 mm at a remarkable cutting speed of up to 90 m/min with expected tolerance +/-0.1 mm

Plasma cutting
CNC plasma cutting is used to cut thick sheet metal parts, up to 60mm, that can not be cut or are not cost-effective by laser cutting.
Metal parts CNC machining and aftertreatment
While we provide our core services of sheet metal fabrication, like laser cutting and CNC bending, we often find, that our customers are interested in additional CNC machining, drilling, threading, welding, grinding and coating operations.
Sheet metal bending
Sheet metal bending is a process whereby sheet metal material is shaped by bending or folding at a specific angle without breaking or fracturing the material. It is a common method in sheet metal processing and is used to create different types of parts and components with specific geometric properties. Bending is a very flexible technique that can be used to process both thin and thick sheets, depending on the equipment used.

How does sheet metal bending work?
Sheet metal bending involves subjecting a sheet material to a controlled load in the form of a bend, which gives it a permanent shape. The process can be done in different ways depending on the type of machine and method used. Here are the basic steps:
- Material selection: First, the type of sheet metal to be bent is selected, usually steel, stainless steel, aluminum or copper. The thickness and strength of the material will influence which machine and technique is suitable.
- Equipment: Bending can be carried out with different types of machines, the most common being:
o Press bending machines: here a press is used to press the sheet against a die, creating a bend.
o Heat bending: In some cases, the sheet metal can be heated to make it more malleable before bending.
o Roll bending: Here the sheet is rolled through machines that gradually bend it into the desired shape.
3. Bending: the sheet is placed on a bending machine where it is subjected to a force, often through a die and a stamp, to create the desired angle. The angle and radius of the bend are important to ensure that the sheet does not crack or deform in an undesirable way.
4. Bending and finishing: after the sheet metal has been bent, it usually receives some finishing to ensure that the bend is correct. This may include sanding or treating the edges to reduce the risk of cracking or other defects.
Types of bending
- Angle bending: Here the sheet metal is bent at an angle, which is often the most common method for creating L-shaped parts or frames.
- Round bending: the sheet metal is bent into a circular shape, such as when producing tubes or cylindrical components.
- Cake bending: a shape where the sheet metal is bent into a more complex pattern, for example to create details that resemble a ‘piece of cake’ in a circular structure.
- Bending out (Z or U bending): when the sheet metal is bent in several steps to create parts that have several bent sections in a single operation.
Factors affecting the bending process
- Sheet thickness: Thicker sheets require more force to bend without breaking. The machine and the press must be adapted to the thickness of the sheet.
- Ductility of the material: Different materials have different abilities to bend without cracking or breaking. For example, aluminium is more ductile than steel and therefore requires less force to bend.
- Bending angle and radius: The angle and radius of the bend are crucial to the final result. Too small a radius or too large an angle can cause cracks or other defects in the material.
- Grain Direction: The orientation of the material's grain can affect its ability to bend without cracking. Bending along the grain is generally preferable.
- Tooling design: The shape of the die and stamp is also important to create a smooth and correct bend without deforming or defecting the material.
Advantages of sheet metal bending
- High precision: bending can create very precise parts and components.
- Flexibility: It is possible to produce both simple and complex shapes, making bending useful for a wide range of applications.
- Cost-effective: Bending is a cost-effective method, especially for high-volume production. It is fast and can be automated.
- Minimal material loss: As bending does not require material to be removed (as in milling or drilling), material waste is reduced.
Disadvantages and challenges
- Limitations in material choice: Some materials, especially those that are very hard or brittle, can be difficult to bend without breaking.
- Cracking: If the material is not malleable enough or if the bending is done too quickly or with the wrong radius, cracks can occur, leading to defective products.
- Requires careful preparation: To ensure a good result, it is important to carefully plan and prepare both materials and machines.
Bending with press brake machines
Press brake bending of sheet metal parts is one of the most common methods of forming sheet metal using a press machine. The process involves bending sheet metal between a stamping tool and a die to create a specific angle or shape. It is widely used in industries such as manufacturing, automotive production and construction, where the need for high precision and repeatability is high.
How does bending with press brake work?
Press bending involves placing a sheet of metal on a die (a tool with a shaped channel), and a punch (another tool) presses the sheet into the die. The pressure from the punch causes the sheet to bend at the desired angle and shape. The process can be divided into several steps:
- Placing the sheet: the sheet is placed on the die in the correct position. It is important that it is placed precisely to get the right result.
- Pressing: the stamp is pressed down with high force, bending the plate against the mould. The pressure creates a permanent deformation in the material.
- Releasing: when the stamp is lifted back, the sheet retains its new shape.
Different bending techniques.
There are different techniques in bending with press brakes, depending on the thickness of the material, the precision required and the type of shape to be created:
1. Air Bending:
- The sheet metal is pressed down between the stamp and the die, but does not quite reach the bottom of the die. This creates a flexible angle that can be adjusted by changing how far the stamp is pressed down.
- Advantage: Requires less force and tool wear.
- Disadvantage: Less precision compared to other techniques.
2. Bottom bending (Bottoming):
- The sheet metal is pressed completely into the bottom of the die, giving a precise angle and shape.
- Advantage: High precision and consistent results.
- Disadvantage: Requires more force and can put more wear on tools.
3. Coining:
- The stamp presses the sheet metal with high force so that the material is fully formed against the surface of the die.
- Advantage: Extreme precision and accuracy.
- Disadvantage: Requires high pressing force and wears tools quickly.
4. Roll bending:
- The stamp is rolling and gradually shapes the sheet metal instead of a direct bend. This is often used for long or curved shapes.
Advantages of press brakes.
- High precision: the method can produce accurate and repeatable results, which is important for manufacturing parts that need to fit together.
- Versatility: Suitable for many types of sheet materials, from thin aluminum sheets to thicker steel.
- Efficiency: A fast process that can be automated for high volume production.
- Design flexibility: Can create both simple and complex shapes.
Limitations and challenges.
- Cost of tools: The tools (die and stamp) can be expensive, especially for customised shapes.
- Sensitivity to material properties: Improper handling can lead to cracks or other defects, especially when bending brittle materials.
- Springback: When pressure is released, the sheet may return slightly to its original shape. This must be compensated for when setting up the machine.
Press brake types.
Press bending is carried out using a press brake or bending press, which can be:
- Manual: requires direct control by the operator and is usually used for smaller and simpler jobs.
- Hydraulic: Uses hydraulic pressure to provide higher force and is suitable for thicker materials.
- Electric/servo-driven presses: very precise and energy-efficient, often equipped with advanced control systems for programmable bending.
- Automated presses: robotics can be integrated to handle large volumes and complex shapes with minimal need for human intervention.
Common applications for sheet metal bending.
- Building and construction: bending is often used to create details such as frames, beams or channels.
- Automotive industry: bending is commonly used to create parts for cars and lorries, such as body parts or frame components.
- Furniture manufacturing: bending is useful for creating metal furniture and parts that need specific geometric shapes.
- Machinery components: bending is used to create parts for different types of machinery, especially in industrial applications.
In summary, bending is a highly flexible and cost-effective method of forming sheet metal parts, with a range of applications in different industries. By understanding the properties of the materials and carefully adjusting the machine settings, bending can produce accurate and durable results.